
電話:0755-27065558
傳真:+86(755)2959 1229
聯系人:
網址:htcrn2j5.com
地址:中國 · 深圳 · 寶安區松崗街道江邊創業四路4號
作者: 每天學點熱處理發表時間:2022-03-25 09:16:04瀏覽量:2117【小中大】
未焊透是指母材金屬之間沒有熔化,焊縫金屬沒有進入接頭的部位根部造成的缺陷。根據焊接件的焊接方式可以分為根部未焊透和中間未焊透。
根部未焊透是由于液態焊縫金屬未進入根部鈍邊,多半存在于開V型或U型坡口的單面焊,中間未焊透是由于液態金屬未進入中間鈍邊,多半存在于雙V型或雙U型坡口雙面焊。
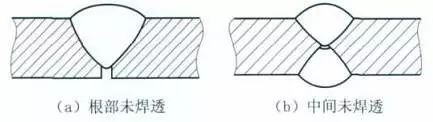
焊縫未焊透缺陷部位
焊縫中存在未焊透將減少其有效面積,嚴重造成焊接件強度等力學性能下降。未焊透還會造成應力集中,嚴重降低焊縫的疲勞強度。另外,當焊接件處于承載應力狀態下,未焊透還有可能發展為裂紋,最終可能導致焊縫開裂。
未焊透危害性大于氣孔、夾渣和夾鎢等缺陷,屬于危害性較大的缺陷。以下兩幅圖為母材厚度8-15mm埋弧焊焊縫,氣刨焊縫整體未焊透圖。

焊縫中未焊透缺陷
產生未焊透的原因
1)坡口角度小,鈍邊過大,裝配間隙小或錯邊,所選用的焊條直徑過大,使熔敷金屬送不到根部。
2)焊接電流太小,焊接速度太快,由于電弧穿透力降低使得熔池變淺而造成。
3)由于操作不當,使熔敷金屬未能送到預定位置,或由于電弧的磁偏吹使熱能散失,該地方電弧作用不到,或者單面焊雙面成形的擊穿焊由于電弧燃燒時間短或坡口根部未能形成一定尺寸的熔孔而造成未焊透。
防止措施
1)選擇合適的坡口角度,裝配間隙及鈍邊尺寸,并防止錯邊。
2)選擇合適的焊接電流,焊條直徑,運條角度應適當。如果焊條藥皮厚度不均產生偏弧時,應及時更換。
3)掌握正確的焊接操作方法,對手工電弧焊的運條和氬弧焊焊絲的送進應穩、準確。熟練地擊穿,尺寸適宜的熔孔,應把熔敷金屬送至坡口根部。
未焊透底片影像特點
(1)未焊透的典型影像是細直黑線,缺陷兩側輪廓都很整齊,為坡口鈍邊機械加工痕跡,未焊透影像寬度恰好是鈍邊的間隙的寬度。
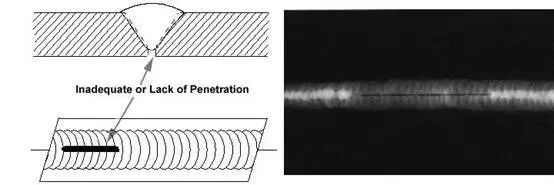
根部未焊透
(2)有時坡口鈍邊有部分融化,影像輪廓就變得不太整齊,缺陷影像寬度和黑度局部發生變化,但只要能判斷是出于焊縫根部的線性缺陷,仍判定為未焊透。
未焊透
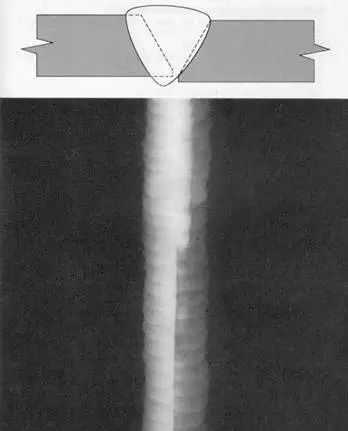
(3)未焊透有底片上處于焊縫根部的投影位置,一般在焊縫中部,因透照偏、焊偏等原因也可能偏像一側。
(4)未焊透呈斷續或連續分布,有時能貫穿整張底片。
以下為實際工作中射線檢測底片圖像
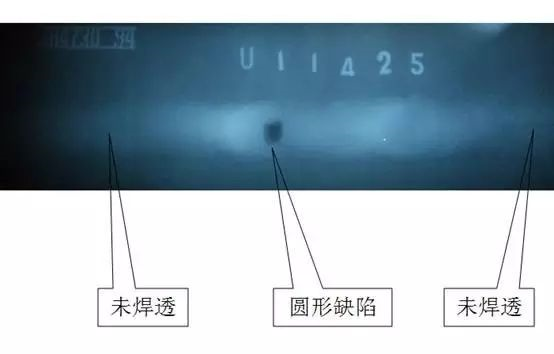
未焊透和圓形缺陷
上圖所示,未焊透缺陷在底片中呈一條很直的黑線,并且處于焊縫中心,可以肯定的判定為未焊透性質的缺陷。
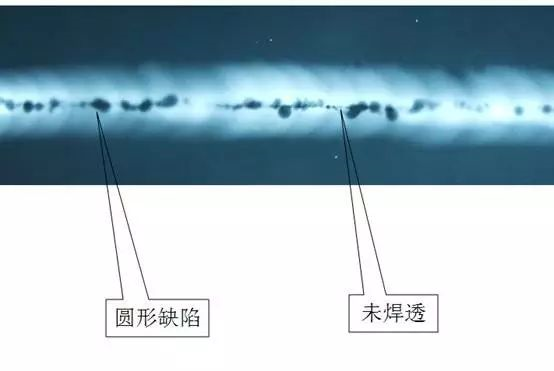
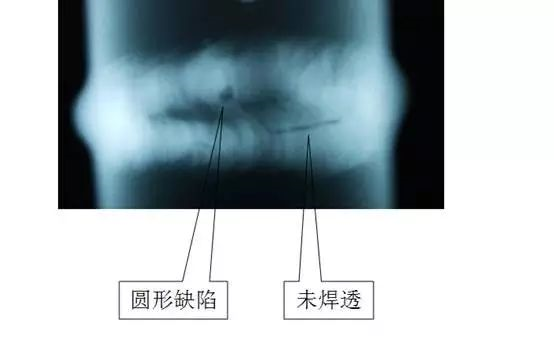
未焊透和圓形缺陷
上圖所示,從圖中可以很清楚的看到焊縫中心有許多圓形缺陷(圓形氣孔),再仔細的可以看到有一條位于焊縫中心的黑直線將圓形缺陷串聯起來,黑直線即為未焊透影像。
未焊透影像

未焊透影像
以上兩幅圖的缺陷位于焊縫中心,貫穿整條焊縫,輪廓清晰可辨,黑度均勻,是典型的未焊透缺陷。

未焊透和未熔合影像
上圖所示未焊透缺陷位于焊縫中心,具體明顯未焊透影像的特征。仔細觀察未熔合缺陷,在靠近焊縫中心側影像很直,而靠近母材側缺陷輪廓不規則,是典型的未熔合缺陷。
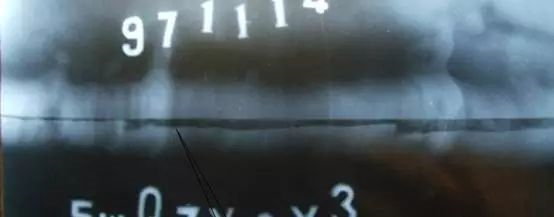
管子未焊透影像
上圖所示為管子采用雙壁單影透照方式,未焊透缺陷呈直線狀,黑度分布均勻。

未焊透影像
上圖所示,未焊透位于焊縫中心,呈一條黑直線,典型未焊透的特征。

